Blog
Flexo Industry Blog by Provident Group
New Performance Standards — Doctor Blades and Their Evolution in the Narrow Web Environment
The printing and packaging space is ever-evolving, with Consumer Packaged Goods (CPG) companies looking for new and innovative ways to showcase their brand across different printed mediums. To help them…

How to Build a Better Chamber
The good news is that are several ways to build an ink chamber that will deliver exactly the results you need every time you fire up the press. The bad…
Are Your Doctor Blades Being Eaten Alive?
It’s probably not news to you that no doctor blade is right for every application. Still, I am constantly surprised by printers who call me in when their blades are being eaten alive by white or opaque inks. The popularity of film substrates these days has increased...

Anilox Cleaning: No One-Size-Fits-All
Cleanliness is next to, well, quality, especially when it comes to your anilox rolls. We’ve talked before about the importance of having clean anilox rolls. Clean rolls save time, money, reduces substrate waste, and helps ensure the quality of every label or package...

“Do I Feel Lucky?”
When a new job comes in your press, operators probably select anilox rolls with cell capacities within a fairly narrow range so they can get to the desired ink densities faster. But how can they be sure that the capacities marked on the roll are accurate? How were the...

The Power of Virtual Service
In a world of travel restrictions, we at Provident have been looking hard for the best ways to maintain the level of support our customers need. Like you, we are adapting to different ways of doing business while encouraging customers to keep moving forward. We...
Nobody Knows Everything
One of the best parts of being one of the technical guys at Provident is solving problems and helping customers be as productive as possible. My colleagues and I recently wound up talking about the “brain trust” we have developed through our willingness to share...

Feeling the Pressure
The old saying that ‘some is good, more is better’ applies to many things, but one of them is not ink chamber pressures on your flexo presses. Ink chambers are meant to run at 1– to 2-bar, or a maximum of about 29 PSI. When the pressure if too high things may not go...

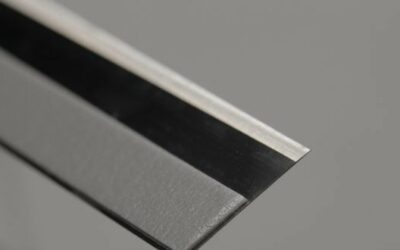
Size Matters!
Any flexographer probably knows that size matters. No, this is not about substrates or printing plates. We’re talking doctor blades here, and the three important dimensions are length, width and thickness. Length Length is the dimension of a blade across the anilox...

Not Quite What the Doctor Ordered
I hate to tell you this but you may have a potentially serious condition that needs professional attention. Even worse, it may be happening on a couple of your flexo presses right now and your press operators are thoroughly baffled about what to do. It’s called back...

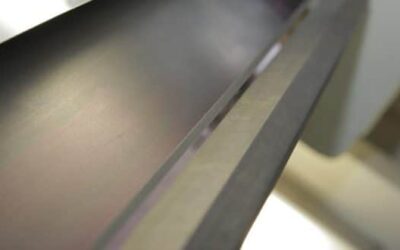
Score!
It was the press assistant who noticed it first. About 31,000 feet into the run of frozen food bags for a big supermarket chain he noticed spotted a thin line running through the front side of the bags. Not good. He called the press operator over while bringing the...

Drip… drip…drip. Why You Should Worry About End Seals
Sitting alone at the ends of your doctor blade chambers, are rarely thought of, yet vital and inexpensive consumables that have a direct impact on the quality of every job you run: your end seals. About now you’re thinking, “End seals? I don’t think about them or...

Cleanliness is Next to Success
It makes no difference whether you are running a fleet of narrow-web flexo presses with open ink trays or big central impression cylinder machines with pressurized ink supplies and steps leading to the top of the press. They still have one thing in common: anilox...

NOPE: Long Life Doctor Blades Are Not All Equal
What do you see when you watch a flexo press run? Do you see the entire, almost magical, process of turning a clear sheet of material into a flexible package or label that shimmers with color? Do you look at the processes taking place on each deck as the colors are...

Blades and Chambers and More.
One of the advantages of visiting printers throughout North America is that we get a first-hand look at an amazing range of approaches to just about everything to do with making packages and labels. It’s a fantastic educational process that we really value and the...
Picking the Right Blade for the Job
Way back in shop class, this was probably middle school, the teacher used to say something like “Measure twice, cut once,” usually followed by the reminder that you can “always cut off, but you can’t add on.” The words probably made an impression because some echo of...

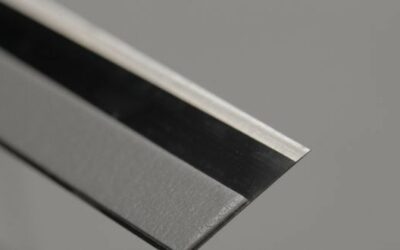
Optimizing Ink Control Systems. Why Blade Size Matters.
One of the things we know, as ink systems experts, is that size matters. Blade size, that is. In fact, when a customer asks us to evaluate their inking systems, one of the first things we check is the type and size of the doctor and containment blades they are using....
Synthetic Doctor Blades: Not all Created Equal
If you are past a certain age you probably remember the movie The Graduate in which a young Benjamin Braddock (Dustin Hoffman) is urged to go into plastics (“Just one word, Ben: Plastics!”). This was not bad advice in 1967, as today we have plastics all around us in...

Randy Carter: A Friend a Friend Would Like to Have
A remembrance of a fine man “After a storm that took down the big tree in your yard, Randy Carter would be the first guy to come over, chain saw in hand, to help clean up the mess. “Randy was the person most likely to have the number one spot on your speed dial.”...

The Masters of Ink Systems at Labelexpo
“Label Expo 2018 was a fantastic event for Provident,” confirms Andy Gillis, General Manager of Provident Group. “There was a continuous stream of attendees at our booth, all very interested in our doctor blades, end seals and especially the Troika AniCam. It was an...